This is a
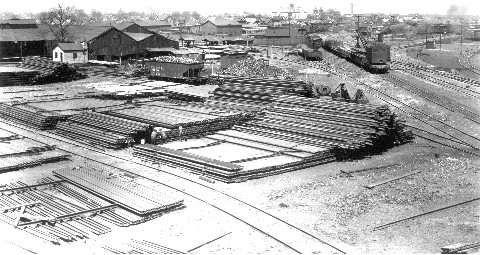
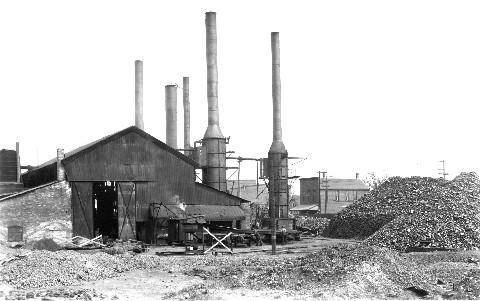
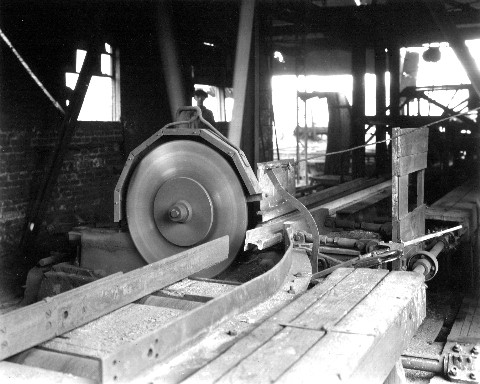
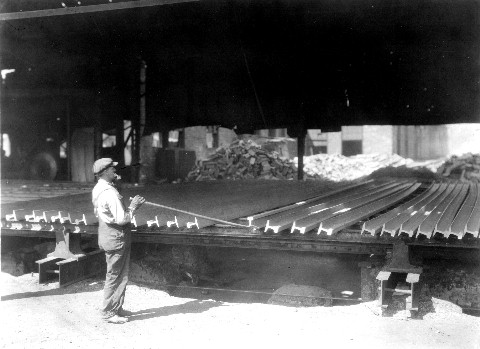
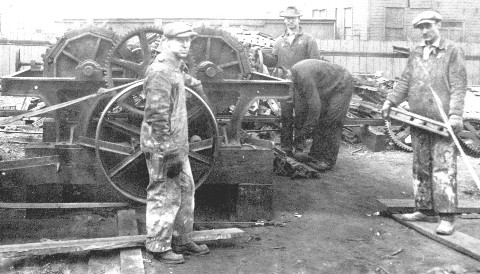
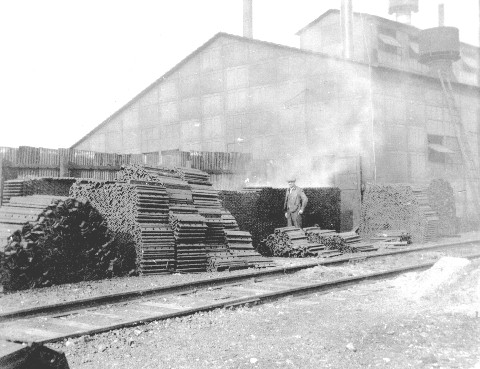
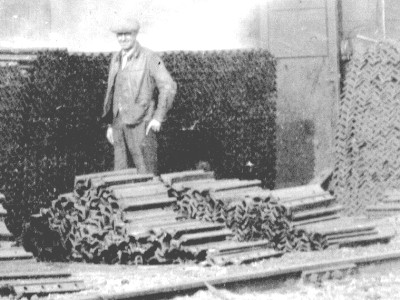
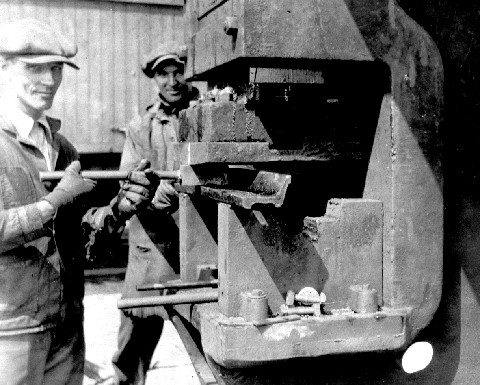
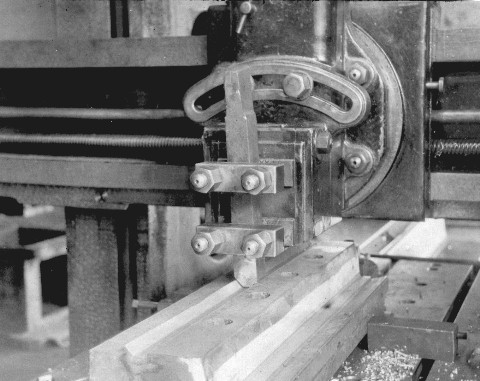
picture-book prepared by George Langford, Sr., to illustrate
the plant used to reroll rails according to the rail
renewing inventions of Edward
W.
McKenna, Chief Engineer of the Chicago, Milwaukee & St. Paul
Railway
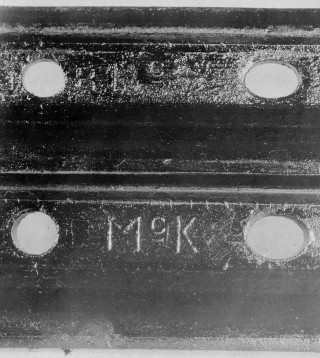
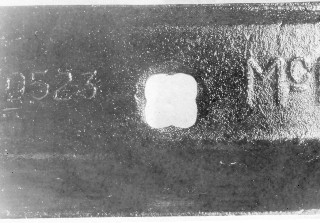
Company. McKenna's
basic concept was that worn
rails retained 98%
of
their original mass.
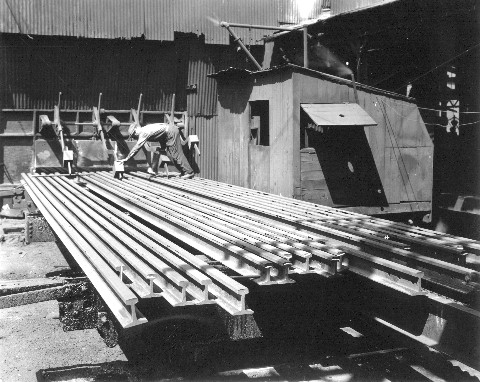
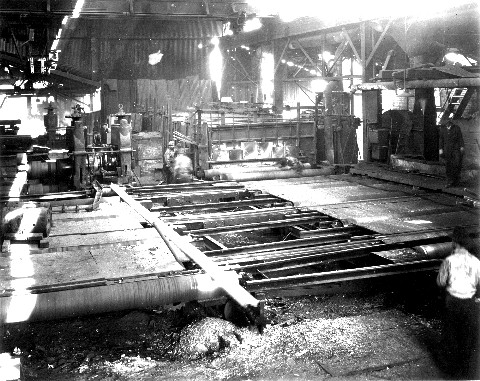
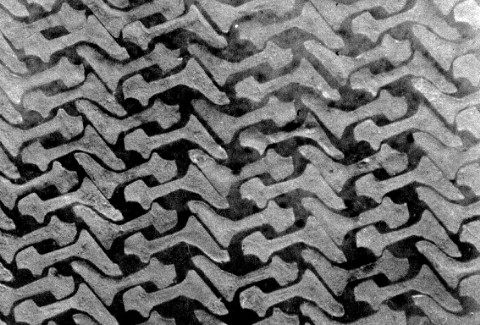
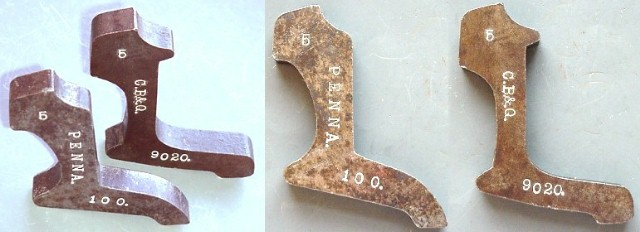
He reasoned that it ought to be possible to
redistribute the remaining mass so as to restore the essential original
dimensions: the rail height from base to head and the head dimension
required to maintain the original gauge of the installed tracks.
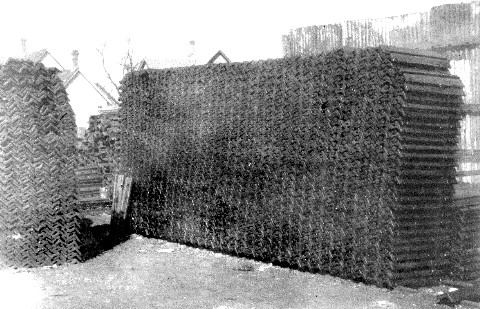
This could be done by re-rolling the rail.
During 1897, the first year of operation of the McKenna plant at
Joliet, Illinois, about 20,000 tons of rerolled rails were shipped; I
know this because I found, in an old ledger that had been discarded by
McKenna and then appropriated by George, Sr. to catalogue his paleontological and archaeological specimens, four pages of debits & credits dating from August 17, 1897 to December 31, 1898.
One of the entries was a rebate of $50 on the tarriffs charged by the
Elgin, Joliet & Eastern RR for switching 1,987 cars through
December 31, 1897. At 20 tons of rails per car and two handlings
per car (once into the McKenna yard and once out) that works out to
20,000 tons. In an article in Railway Age (March 2000) there's a
retrospective article about a tour of the McKenna plant conducted in 1900. By that time, the article says, there were 80,000 tons of McKenna's re-rolled rails in service.
George
Langford, Sr.,
started with the McKenna company in 1898 and was successively foreman,
superintendent, director and, finally, president of McKenna from 1929
until 1946. On June 30, 1928, about the time that George
Langford, Sr. became President, the McKenna
Process Company was reorganized in order to include George, Sr. as
a small stockholder. Later, after George, Jr., joined his father
at McKenna in 1929, George, Jr., was given a share (August 6, 1929) and
on December 6, 1932, another share. That made the Langford family
0.13% owners of the McKenna Process Company. However,
family ties may have played an indirect role as well. George
Langford,
Sr.'s
text on all these pages is in green
italics. George
Langford, Sr.'s history
of the
McKenna Process Company follows on the next page. George
Langford, Jr.'s biography of George, Sr. is next, after that.
Richard L.
Leary of the Illinois State Museum has published a fine
biography, "George Langford, Sr. (1876-1964): Amateur paleobotanist and
inventor" as a chapter in the Geological Society of America Memoir 185,
1995. Next is George
Langford, Jr.'s history
of the McKenna Company,
written from a slightly different perspective as the son of the
principal
character.
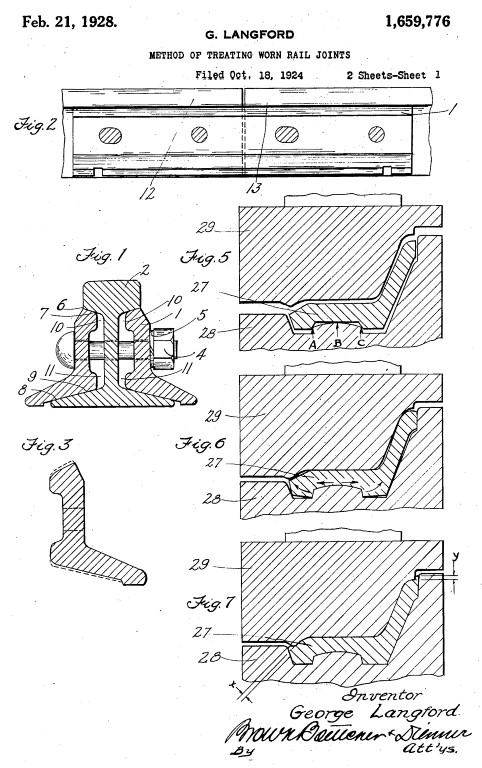
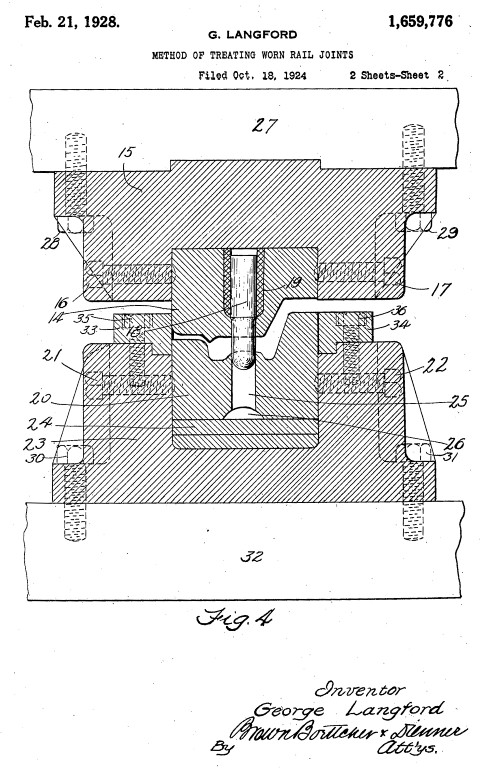
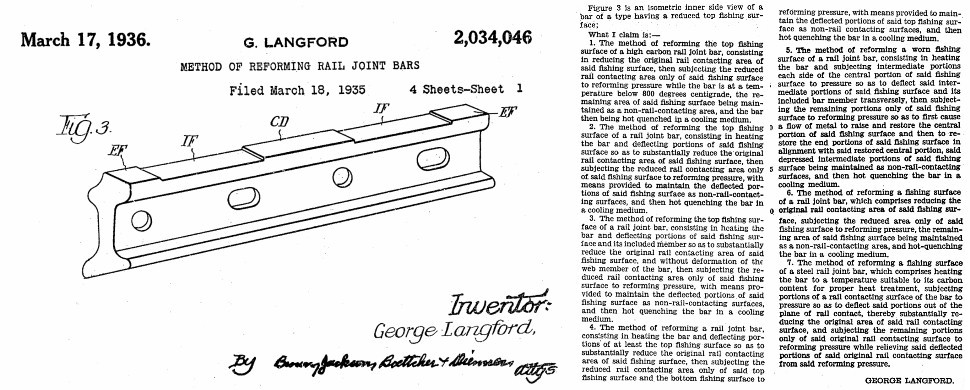
A
list of George, Sr.'s many patents is here. Steve Reynolds of
DATAMP graciously and
generously found them
for me.
George III
prepared the scanned images in order to give a talk about the life of
George Langford, Sr., at the invitation of Michael Henderson of the
Burpee Museum, Rockford, Illinois, at their Second Annual
Mazon Creek Open House, October 21, 2000. The subject of the
talk was the quite
cyclical rail business of the McKenna Proccess Company that gave
George,
Sr., the
resources as well as the time to pursue his many scientific interests, among
which were the Pennsylvanian coal flora and fauna preserved in
the fossils found on the spoil heaps of coal mines in Wilmington
Township, Will County, Illinois.
Many of the fossils collected by
George, Sr., are preserved at the Illinois
State Museum, Springfield, Illinois. Images of these fossils
are available on line in the Mazon
Creek Collections Database. George Langford, Sr., authored
two
important compendia, both published by the Earth Sciences Club of
Northern Illinois (ESCONI): The Wilmington Coal
Flora, 1958, and The Wilmington Coal Fauna and Additions to the
Wilmington Coal Flora, 1963. After the failure of the McKenna
company in 1946, George, Sr., became Curator of Plant Fossils at the Field
Museum of Natural History (later, Chicago
Natural History Museum). George Langford, Sr., also participated
actively in the archeology
of prehistoric Illinois, first on the Kankakee
River in 1919 and then at the Fisher
Mound and village site and the Adler Indian Mounds between 1925 and
1929, as well as conserving
the remains of a mastodon found in Kendall
County, Illinois, in 1910. At the conclusion of his salvage
work at the Fisher site and the Adler mounds, George,
Sr. wrote an essay describing his work and its impacts and also making
an impassioned plea for the preservation of the remaining sites in
Illinois (such as Dan Dickson's) using the state-owned sites in Ohio as
positive examples.
George,
Sr.,
also authored three
novels published by Boni and Liveright: Pic, the Weapon Maker (1920), Kutnar, Son of Pic (1921), Stories of the First American Animals
(1923); one published by Liveright Corp.: Senrac, The Lion Man (1954); and
one, serialized in American Boy
Magazine: The Mammoth Man
(1922).
|