|

|
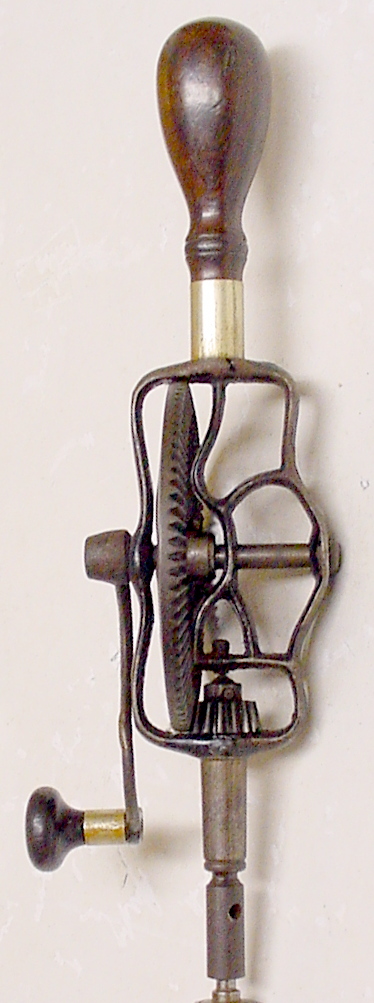
These three
drills were all hand-fitted in batches. The two cast-iron-framed ones
at far left were stamped with letters H & K, respectively, and the
bronze-framed drill to their right was stamped with the numeral 3,
suggesting that the cast iron examples were made in a batch larger than
ten, and the bronze example in a batch of less than ten. The markings
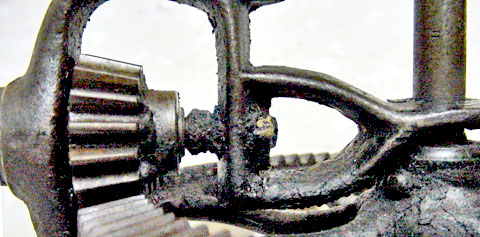
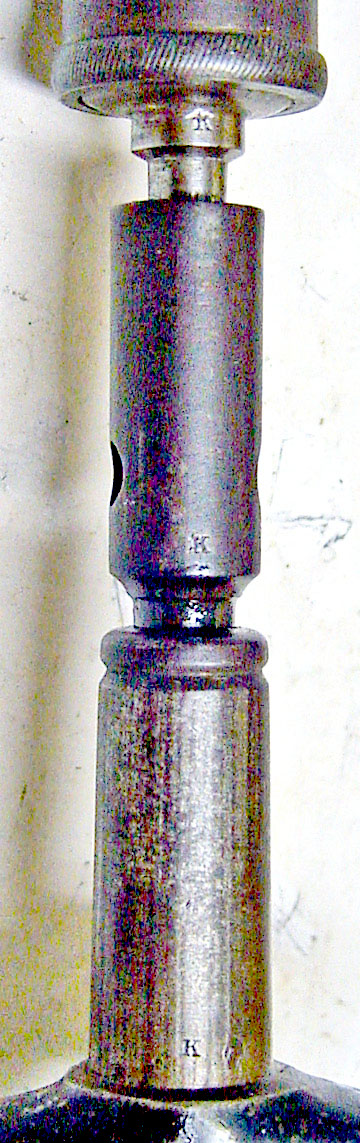
are located on the spindle & frame of the "H" drill; on the
spindle, frame and chuck of drill "K"; and on the spindle, frame, and
even the pinion gear of drill "3". The K-marked chuck fits both H &
K drills.

|
|

|
I
have a Pratt
& Whitney metal planer that is also match marked (with the
numeral 8); it was made about 1876. The Type
O
drill that Sandy Moss found is fitted with an 1877-dated two-jaw
chuck made by Millers Falls.
Those observations suggest that these three drills were made at or
about the time of the 1877 chuck invention, right after the wraparound
frames of the cast iron drills were redsigned to be slender enough to
become chilled in the casting mold and therefore convertible to
malleable iron by a later heat treatment, which made them ductile and
also soft enough to be easily machined.
Speculating even further, the bronze-framed Type P drill would have
been made in a small batch as
practice to perfect the machining setups to be followed in production
of larger batches of the malleable-iron framed drills.
|
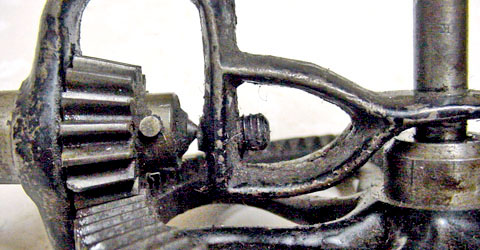
The "K" match marked drill's crank has a skillfully executed braze repair (image at far left, above).
|