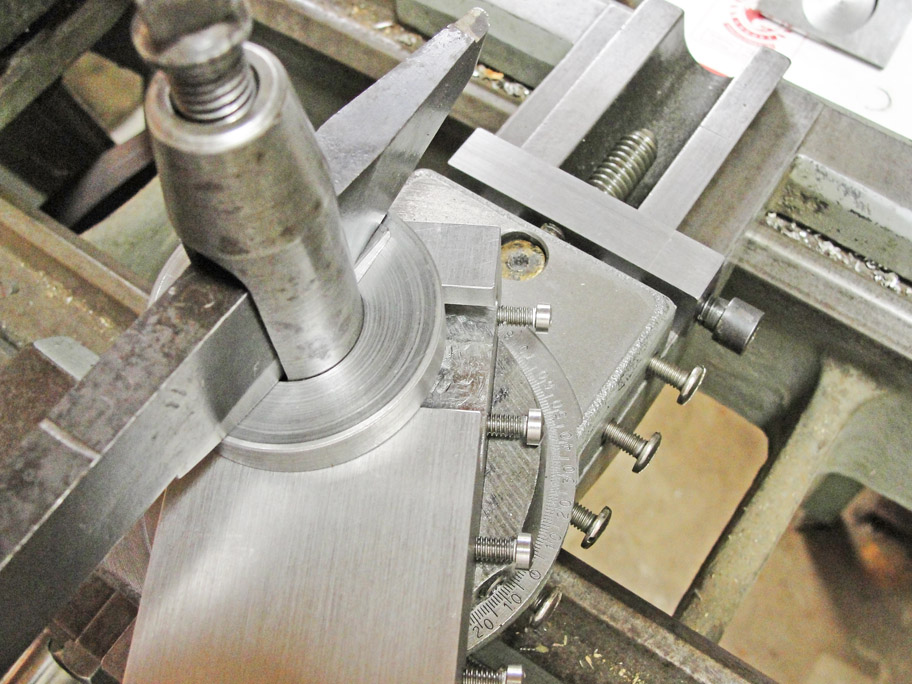
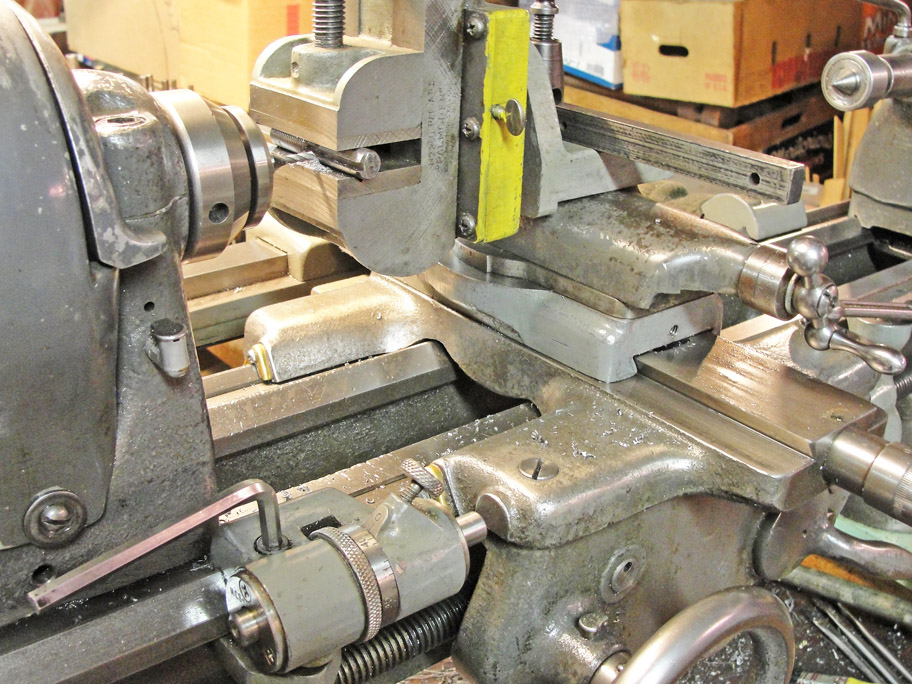
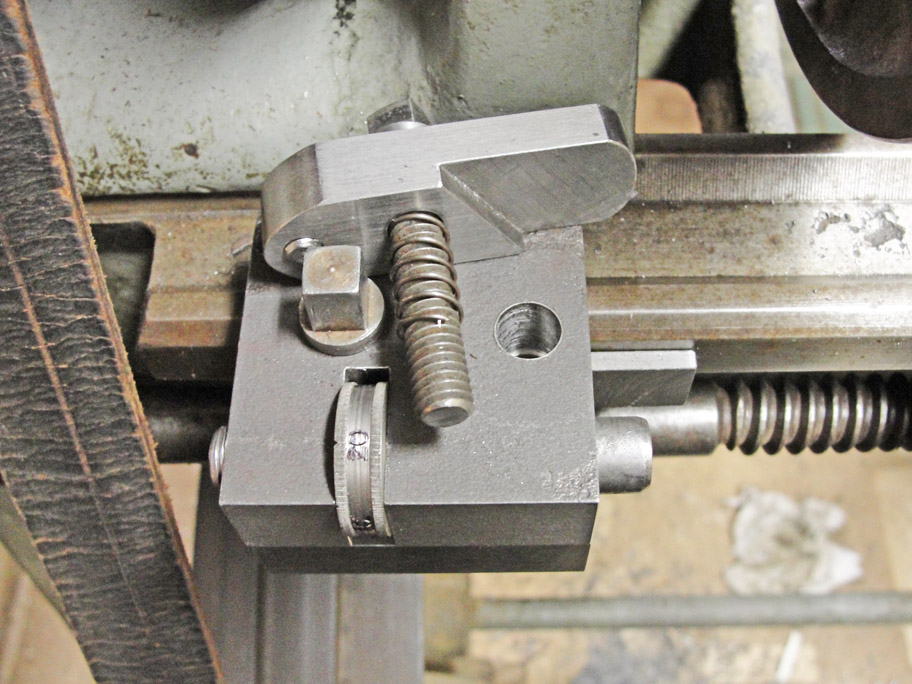
The threading stop enables one to repeat the
radial position of the threading tool after returning the saddle to the
starting position. The advancement of the cutting tool is done
with the top slide of the compound set at 29 degrees to the work axis.
|
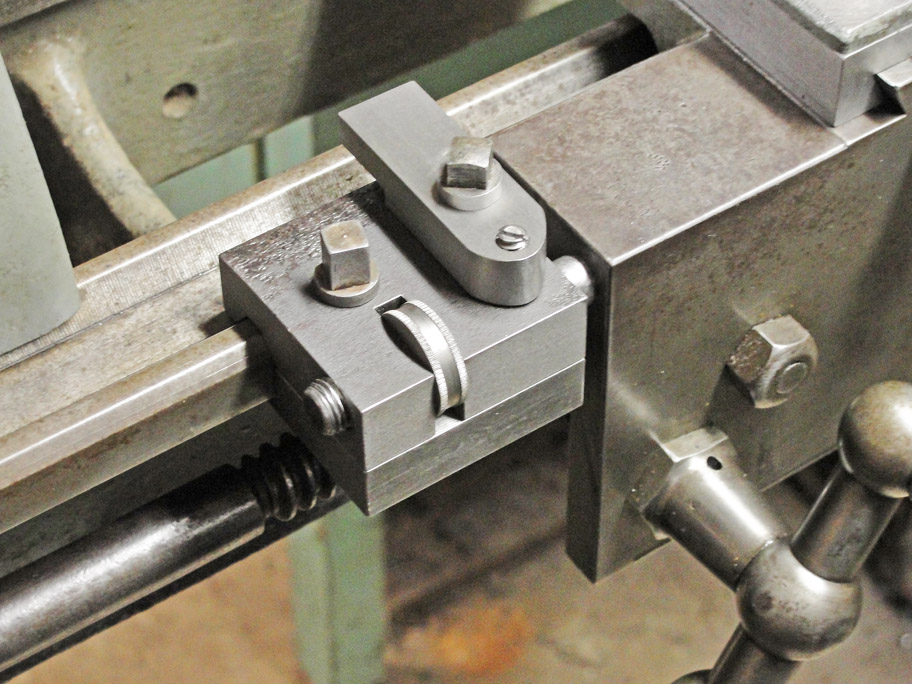
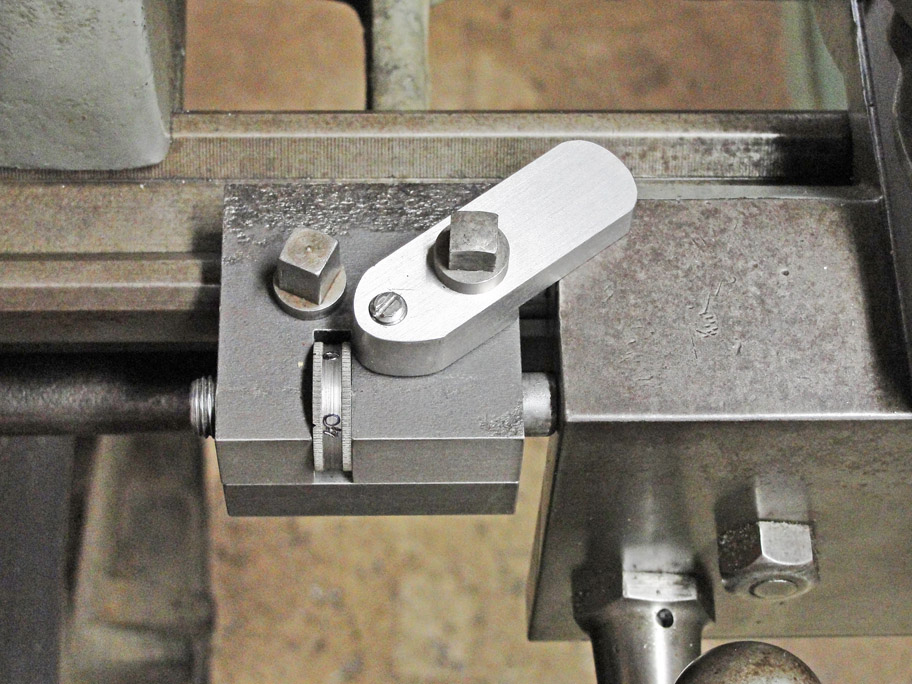
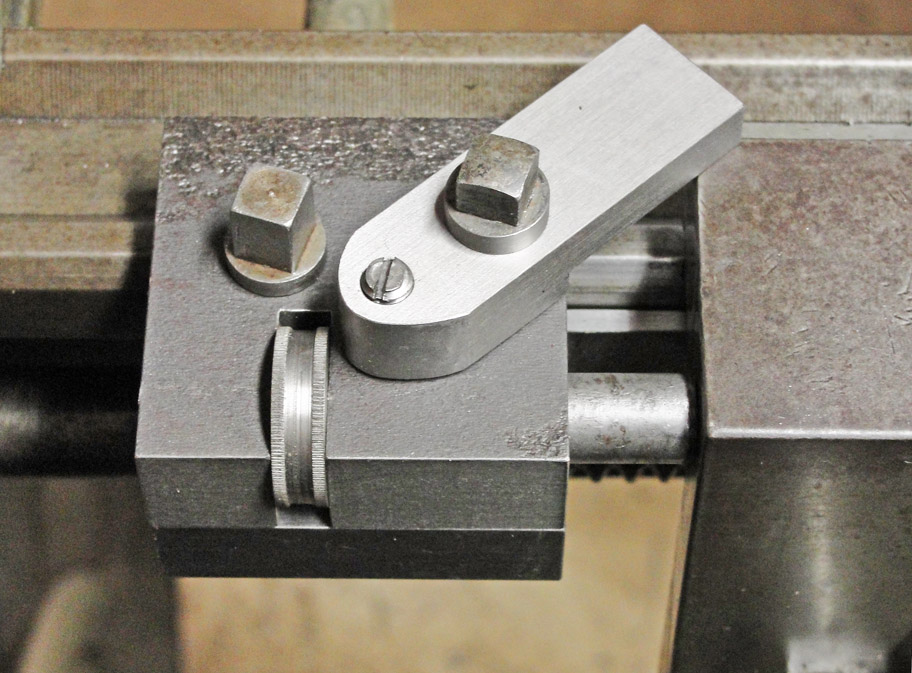
My threading stop was patterned after the South
Bend lathe's device, except that it sits in front of the crossfeed
slide instead of holding it back from the handwheel side. This avoided
my having to find a place for the screw otherwise required.
|
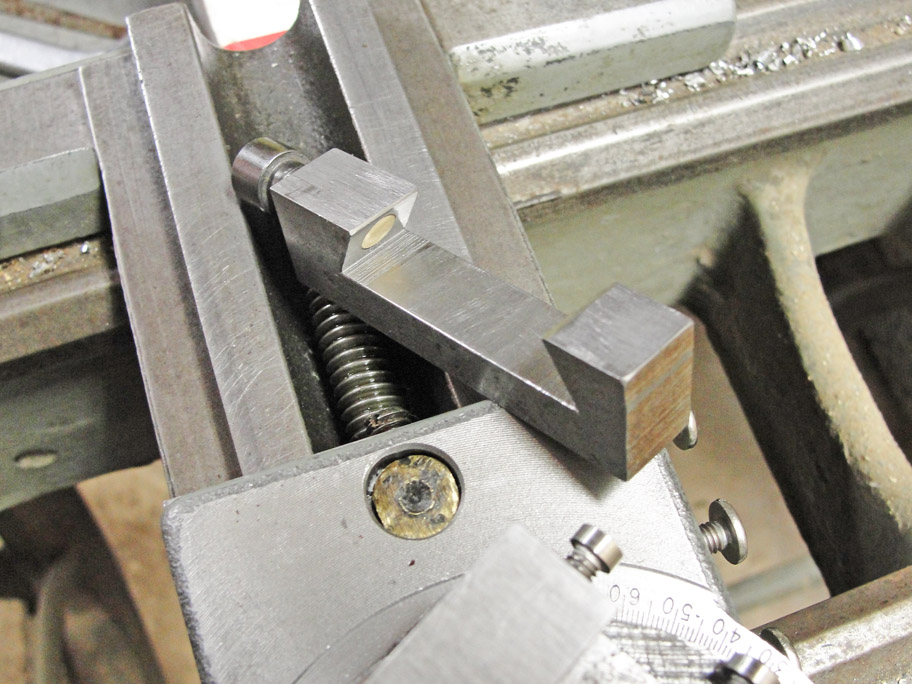
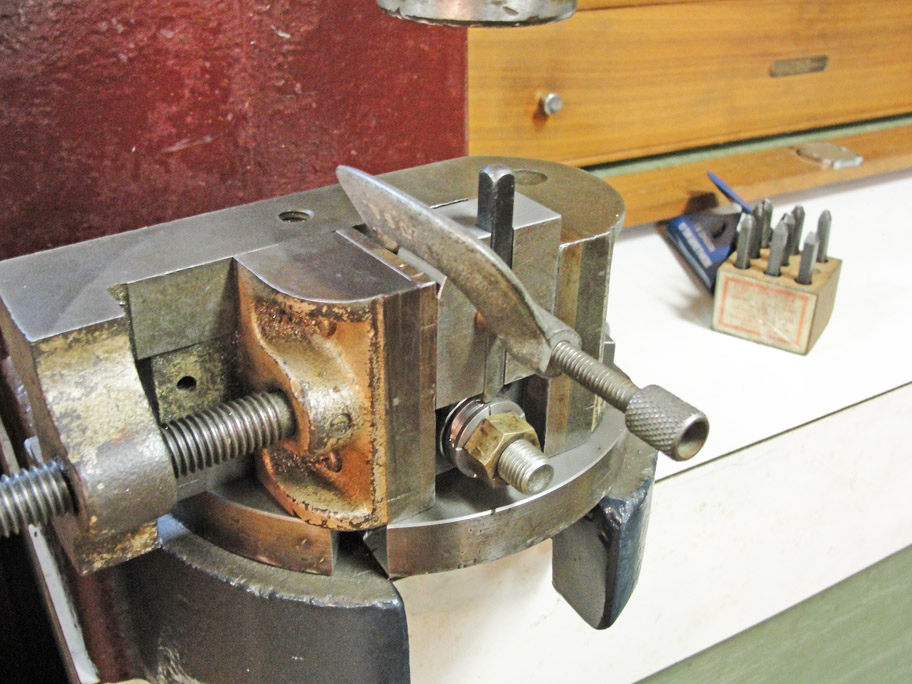
The dovetails of the saddle are 3/8 inch high,
so a pair of 3/8 inch steel dowel pins facilitates making the
measurements of the fit of the male and female dovetails. The inside
measurement (below) omits two diameters of those dowels.
|
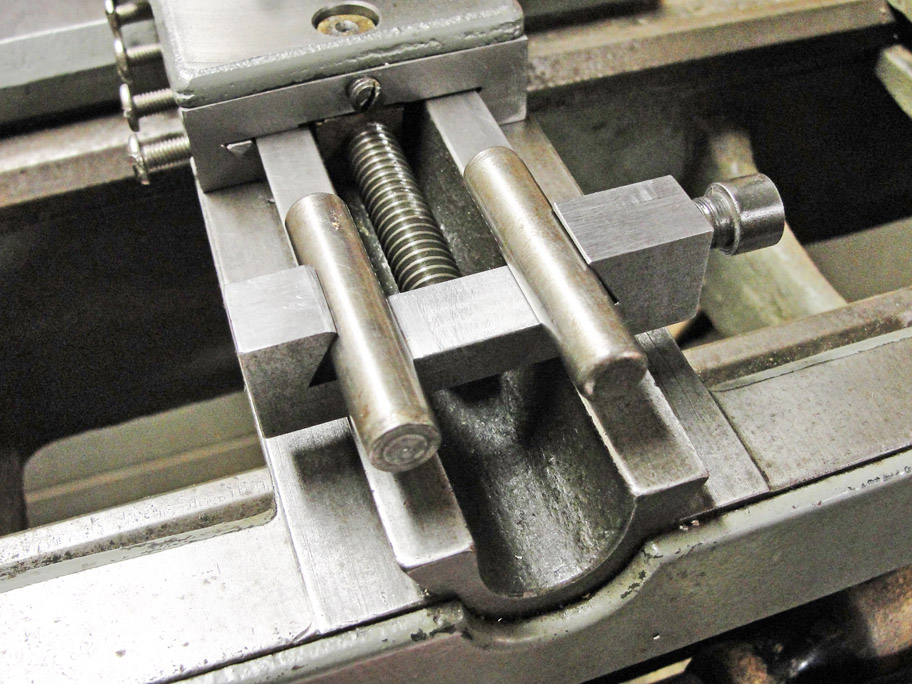
The outiside measurement (below) incudes two
diameters of the dowels. Once these diameters are accounted for, the
inside & outside measurements compare directly without any sines
and
cosines.
|

{kind=link}