

| George,
Sr.'s patent drawing, showing the
re-formed rail joint bar and the re-forming process: |
George,
Sr.'s
patent drawing, showing the press and die for re-forming the rail
joint
bar, including the important pin: |
 |
Image 22 - Piles
of heavily rusted C.B. & Q. 100-pound bars to be re-formed. When we got our bar plant running, the C.B. & Q. Ry. sent us many bars that had been piled up for several years and which were deeply caked and pitted with rust. Cleaning them up was a serious problem. a. Closeup view of the rusty splice bars. |
 |
Image 26 - Closeup view of a stack
of re-formed bars. Note by George, III: The heat treatment used here is an approximation of isothermal transformation. The intent was, first, to avoid as much as possible the formation of pro-eutectoid ferrtie (which weakened the steel) by initially quenching in hot oil and, second, to keep the bars hot while the relatively slow decomposition of the high-temperature austenite into bainite or pearlite was given time to take place within the slowly cooling stack. It later turned out that Alexander Langford, great-great-grandson of George, Sr., became expert in the measurement of continuous cooling transformation curves during his employment at Foote Mineral Company in Exton, Pennsylvania, in the late 1970's. Alex still has the ISA - ADAMEL LHOMARGY high-speed dilatometer as well as the Reichert metallograph that he used at Foote. |
 |
Image 27 - Re-formed bars ready
for loading. a. Detail of workman:  |
 |
Image 28 - View
showing our method of straightening crooked bars after re-forming. a. Closer view of the two workmen:  |
 |
Image 29 - View
showing the machining of the dies. Note by George, III: It turns out that in my penchant for collecting old machine tools, I happened to end up with an 1870's Pratt & Whitney planer much like the planer shown at left. The image below shows some of the tool-crib tokens used by the mill hands to account for company tools they were using.
|
Image 30 - Bar at the top below was reformed
without the use of pins for the
holes, while the bar at the bottom was forged with pins in the die (as
for the patent drawing) to keep the
proper size of the bolt hole. |
Image 31 - This
view shows the special type of hole put in by McKenna so that
an oval shanked bolt may be used. This hole was originally square. |
Image 32 - US
Patent No. 1,890,687 splice
bar model |
Image 33 - US
Patent No. 2,034,046 splice bar model |
Image 34 - Typical
splice bar cross sections used by McKenna Process Company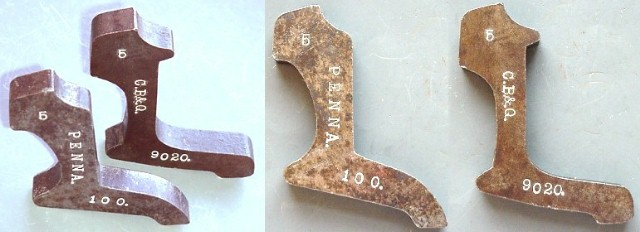 |
The models seen in Images 32 and 33 were
used to demonstrate George Langford Sr.'s processing methods and design
basis to prospective customers. The splice bar cross sections at left are for rail that is puny by today's standards, about 100 pounds per yard, but considered quite heavy at the time the McKenna Company was operating. C.B. & Q. = The Burlington RR. PENNA. = The Pennsylvania RR. |





